SRB: SKIVING ROLLER BURNISHING OF TUBES
THE MOST MODERN, MOST EFFICIENT, FASTEST AND MOST ECONOMICAL PROCESS TO RAPIDLY FINISHING THE INTERIOR TUBE DIAMETER (ID) FOR HYDRAULIC CYLINDER APPLICATIONS
Skive and Roller Burnishing is a modern process to rapidly finishing the interior diameter (ID) of a tube to a hydraulic cylinder quality size and finish.
The production technology of skiving and roller burnishing is used for the manufacture of cylinder tubes. Among other aspects, the cylinder construction industry places great emphasis on resistance to internal pressure, such that the loss in customization can be kept as low as possible. Of course, the focus of attention is on the quality of the bore. Here, the requirements of the piston seals are decisive for the required values of the surface roughness and diameter tolerances. Skiving reduces diameter deviations and ovality caused by the raw stock. The rolling, which takes place in the same process, ensures the required internal diameter tolerances and asperity values.
Extensive series of tests by the well-known seal manufacturers have recognized rolling or even smooth rolling as a suitable production process for the seal running surfaces. However, the cost aspect is equally as important as the quality. Here, the great advantage of skiving and roller burnishing is in the rapid production of the tubes, which primarily reduces the price compared with honing. A further advantage of skiving and roller burnishing is in the long manufacture lengths that can be produced.

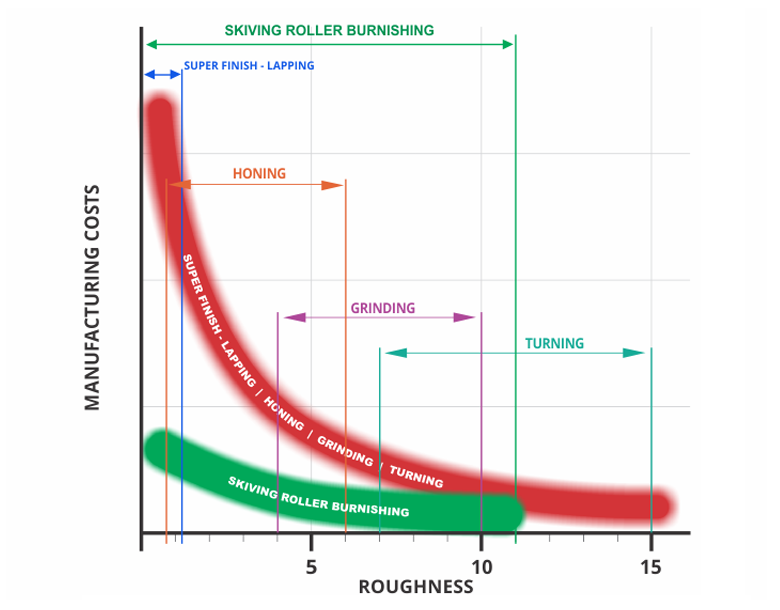
PRODUCTION COSTS OVER ROUGHNESS - FOR TUBE INTERNAL DIAMETER FINISHING
DRASTIC COST REDUCTION and UNBELIEVABLE PRODUCTION OUTPUT INCREASE
Deep hole skiving roller and burnishing machine
Deep hole skiving roller and burnishing machine is a new type of efficient deep hole machine, independently developed by our company reference to the technology of the similar foreign machines. Deep hole skiving roller and burnishing machine is equipped with large power, strong rigidity, wide margin of machining process and extremely high machining efficiency, is the ideal equipment for all kinds of cylindrical workpieces with deep holes. Deep hole skiving roller and burnishing machine can process a variety of mechanical hydraulic oil cylinder, cylindrical workpiece holes and ladder holes, etc.
Deep hole skiving roller and burnishing machine is mainly used for boring and rolling processing, machine tool adopting the precision boring cutter rotating scrape, rolling processing technology. Remove chips in front when boring and scraping and the boring way is to push boring, granted by the oil tank in central of boring bar, remove chips on the head of a bed. The rolling is the post-tensioning, applies the high-speed scraping and boring rolling head, can processing efficiently the oil cylinder, reversing the traditional process of a rough boring, glossy boring, grinding cylinder, the production efficiency is the traditional process of 5 to 10 times. Application of this machine will have an epoch-making revolution for the oil cylinder production. Cylindricity and alignment of processing workpieces is very high, cutting and rolling speed can reach 1 m/min with the cylinder produced by cold drawn pipe, cutting and rolling speed can reach 0.3 m/min with the cylinder produced by hot rolled pipe. Finish the molding at the first time.
PROFIMACH'S SKIVING ROLLER BURNISHING MACHINES:
A COST REDUCTION UP TO 70 % for your hydraulic cylinder production
Our complete range of high tech specialized skiving and roller burnishing machines introduced by Profimach allows manufacturers to finish cylinder bores in machining times that are up to 90% shorter than those achieved by honing. All processes for production of high-quality component surfaces inside tubes can be replaced by skiving and roller burnishing (e.g. precision turning, grinding, reaming, honing, super finishing, lap grinding, polishing). Profimach’s combined manufacturing process of skiving and roller burnishing to produce hydraulic cylinders and cylinder tubes in one single setup at incredible speed, has displaced the alternative manufacturing process honing almost completely because simultaneous skiving and roller burnishing is much more economical and faster.
On Profimach’s specialized machine the cylinder tube is simultaneously skived and roller burnished. The skiving tool is a type of modified floating reamer that produces a geometrically true round bore. Skiving reduces diameter deviations and ovality caused by the raw stock. Roller burnishing is a method of cold-working metal surfaces to induce compressive residual stresses and produce mirror-like surface finishes of 0.03-0.20 Ra. The rolling, which takes place in the same process, ensures the required internal diameter tolerances and asperity values This roller burnishing operation has been designed for processing most types of extruded tube, including welded, seamless and drawn-overmandrel types. The latest tool generation can even combine three manufacturing processes – counter boring, skiving and roller burnishing - in one step.
Depending on the application, a cost reduction up to 70 % is possible when converting to Skiving Roller Burnishing. Furthermore, these shorter times are achieved without any detriment to accuracy. Specific designed for the machining of hydraulic and pneumatic cylinders in the diameter range 30-650mm, the Profimach’s SRB machines are proven to produce a precision finish from entrance to exit with a constant surface quality and a continuous accurate dimension.
A further advantage of profimach’s skiving and roller burnishing machines (SRB) is in the long manufacture lengths that can be produced. We are able to produce tubes up to a length of 16.8 m, such that the loss in customization can be kept as low as possible.
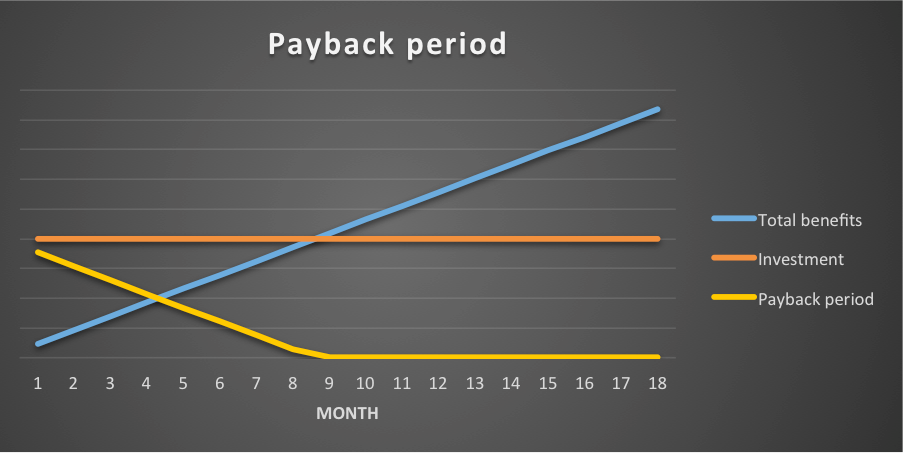
PRODUCTION COSTS OVER ROUGHNESS - FOR TUBE INTERNAL DIAMETER FINISHING
DRASTIC COST REDUCTION and UNBELIEVABLE PRODUCTION OUTPUT INCREASE
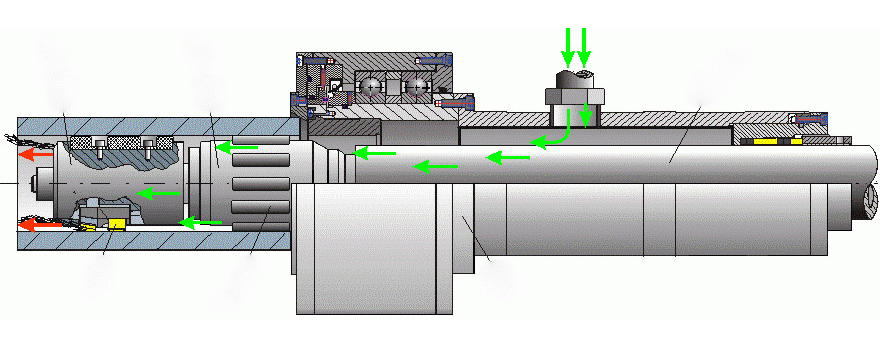
Skive Roller Burnishing Tool Operation
Single-Pass Skiving and Roller Burnishing for Hydraulic Cylinders or Double-Pass Skiving and Roller Burnishing for Hydraulic Cylinders
Skiving operation: Two thin chips are cut at a high feed rate of 1-4 mm/rev while the tool passes through the workpiece. This cutting operation determines the finished diameter and tolerance of the cylinder. Surface finish Ra= 4-10 μm (skiving).
Roller burnishing operation: Roller burnishing is performed on the going in or on the return stroke. The plastic deformation taking place provides a surface finish of Ra= 0.05-0.20 μm – better than broaching, grinding or even honing. Localized surface hardness is increased by approximately 50% (steel).
Double-Pass Skiving and Roller Burnishing: Skiving in ==>Rolling out
Skive burnishing tool combines two machining processes into one seamless operation. On the initial stroke, the skiving tool, which operates as a ‘floating reamer’, utilizes supported carbide inserts to slice away chips and produce a geometrically round bore – an ideal pre-finish for roller burnishing. On the return stroke, connected air pressure forces the inserts on the skiving head to retract, allowing the multi-roll burnishing tool to engage and compress any residual peaks.
This process is the fastest method for producing the highest class off mirror-like finishes to inside diameters of cylinders, benefitting from; a tough work-hardened surface, improved fatigue life and introducing a residual stress layer to the internal wall. This makes the burnished surface the preferred choice for manufacturers of pneumatic and hydraulic cylinders with seamless or Drawn over Mandrel (DOM) tubing – offering typical savings of 80-90% compared to honing.
The tool produces a superior surface finish as fine as Ra= 0.05-0.10 μm with a bore tolerance of IT8, and localized work hardness of up to 50%, thereby reducing the sealing wear making it ideal for pistons.
Single-Pass Skiving and Roller Burnishing: Skiving in ==>Rolling In
A recently newly introduced machine and tool combination from streamlines skiving and roller burnishing by combining both operations into a single-stroke process on a single tool provides you with much shorter production times but with some lower surface quality finish. In operation, the leading skiving section of the tool acts as a rougher typically removing 0.6~0.8mm of material or more depending on the application. It is followed by the roller burnishing tool, which finishes the bore surface to a Ra 0.15µm finish or better. Combining these operations into a single pass results in a system that is 30 to 60 percent faster than a double pass operation with slightly lower size tolerance and surface finish results.
Single-Pass Versus double-pass Skiving and Roller burnishing
Standard skive burnishing tools are designed as ‘dual-pass’ so that the tool parameters can be optimized for both the skiving and roller burnishing – allowing power and feed force to be kept to a minimum and ensuring that the part is not damaged when retracting the tool. The tools can be used in a rotating, non-rotating or both rotating configuration as required.
Combining Skiving and Burnishing for Cylinder Bores
Machines engineered specifically to perform skiving and roller burnishing operations deliver precise roundness tolerances and quality surface finishes for hydraulic cylinders.
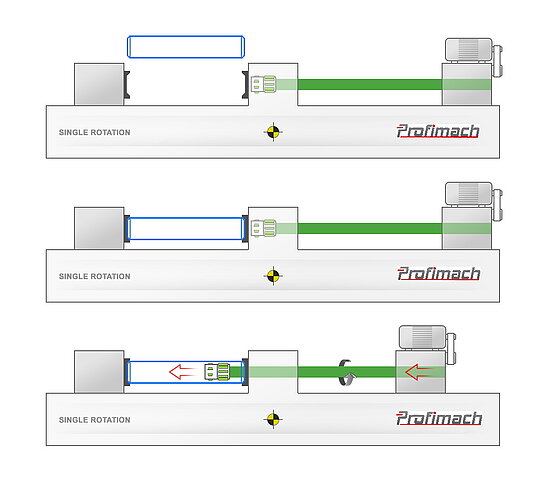
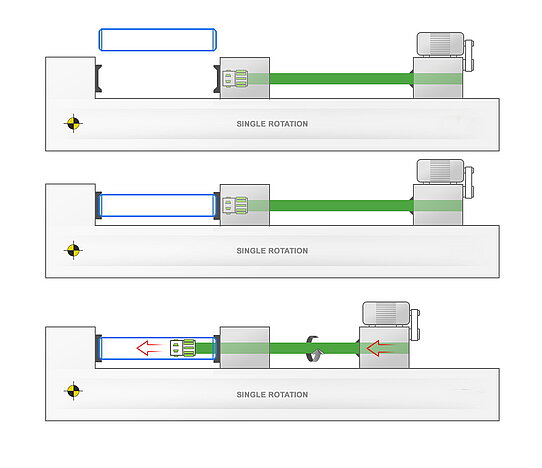
Single Rotation Machines - Clamping head Fixed: Only the tool rotates and the left clamping head is fixed
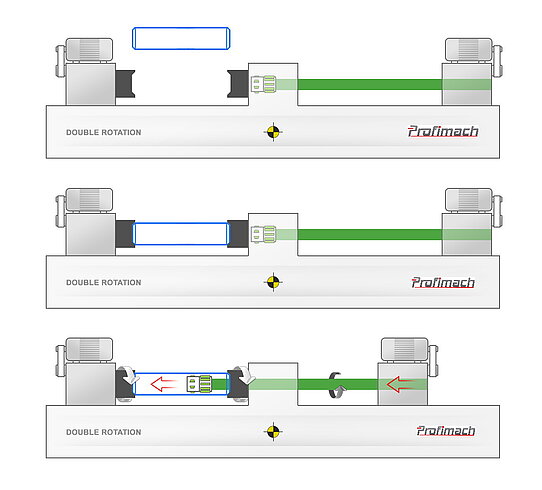
DoubleRotation Machines - Clamping head Fixed: Only the tool rotates and the left clamping head is fixed
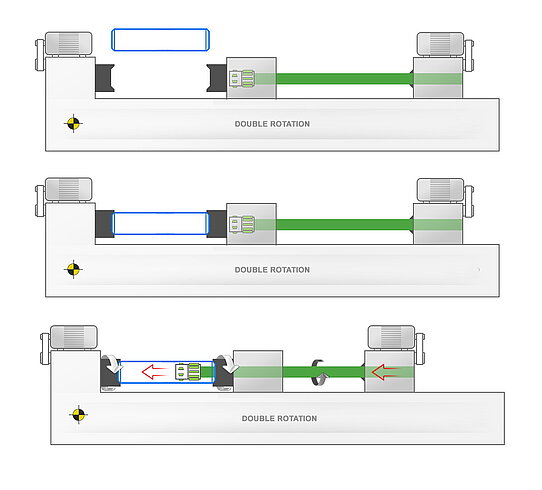
SRB Machines with central pressure head ar eoptimal adapted for higher production volumes and automation!
Single Rotation Machines - Pressure head Fixed: Only the tool rotates and the middle pressure head is fixed
Double Rotation Machine + pressure head Fixed: Tool and workpiece are both rotating in contra-sense and the middle pressure head is fixed