SURFACE QUALITY OF THE TUBE DETERMINES THE LIFETIME OF THE HYDRAULIC CYLINDER
Surface Characteristics: a surface’s structure determines its wear behavior
• On sliding surfaces, protruding peaks can lead to increased friction and premature wear;
• Plateau-like surfaces with pronounced grooves provide good lubrication and the best sliding properties;
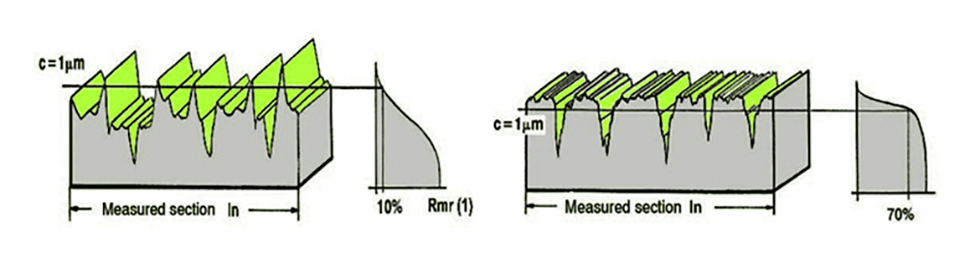
• The profile characteristics demonstrated by the material curve provide quick information regarding the surface structure
Left: HONING surface profile with low percentage of material and a poor wear behavior ("skinny" material curve)
Right: SRB surface profile with higher percentage of material at the surface and better wear behavior ("fat" material curve)
Hydraulic and pneumatic cylinders rely on ultra-smooth surface finish tolerances for operation longevity. The skiving and roller burnishing action passes over the material with skiving knives to create a perfectly round bore. This is followed by rollers that cold-work the surface and compress remaining material left behind from skiving, which creates a residual stress coating. The result is a supremely smooth interior wall with a mirror-like finish. When this process uses reliable machines such as those developed by Profimach, the end product extends the life of cylinders.
A Skived tube will have a tighter tolerance than available through DOM or Seamless tubing products
A Skived Only condition can be used to reduce costs by leaving minimal stock to clean up the ID after a weld operation or when a Skive and Rolled finish is not desired. It can also be used to remove excess stock quickly and efficiently.
Roller Burnishing can follow the Skive operation. This operation employs rollers which causes material to flow from the "peaks" into the "valleys". The burnishing process produces a more condensed and refined surface finish which reduces seal friction and surface porosity. A surface finish of 12 Ra or better is common.
Skived Only Advantages:
1. Faster processing than conventional rough or swipe honing;
2. Reduced roughing costs;
3. Reduced finishing stock after welding;
4. Reduced stock removal for finish honing;
5. Consistent size end for end.
Skive and Roller Burnishing Advantages:
1. Reduced finishing costs;
2. Harder surface finish by up to 10 points HRC;
3. Work harder wear surface improves seal life;
4. Improved corrosion resistance;
5. Consistent size end for en
Cylinder Processing Machines
Cylinder Processing Machine for drilling out, skiving and roller burnishing of 40-400 mm in a diameter with an operating depth of max. 12000 mm
Cylinder Processing Machines are inserted today primarily in the hydraulic manufacturing, as well as in spraying mechanical engineering. Likewise, the possibility exists to use the machines with appropriate equipment also for the chamberboring of inner contours. Beyond that, the skiving and roller burnishing (tumble) used here, gains even in general mechanical engineering more and more significance. For example, construction units with high surface quality which require at the same time a high standard of firmness by solidification of the workpiece surface. Cylinder Processing Machines can be used beside the usual drilling out skiving and roller burnishing operations also for full boring, depending on installed achievement and equipment. Here, fast re-equipping particularly becomes effective by a sensible building block principle, so that secondary times are reduced to a minimum. For drilling and/or peeling and smooth rolling mill tool, all commercial tools can be used.
Replace Honing by SRB for this hydraulic Cylinder tubes and increase your production with minimal 70%
• JIS G 3473 Hydraulic Cylinder Tube - Applications: Mailnly for Cylinder Barrels and other special purpose.
• H9 ISO Tolerance Cylinder Tubes - Standards: EN 10305-2 (DIN 2393)
• H8 ISO Tolerance Cylinder Tubes - Standards: EN10305-1, EN 10305-2, EN 10297, DIN2391, DIN2393, JIS 3445, ASTM A519
• ASTM A519 4140 Honed Seamless Steel Tube For Hydraulic Cylinder - cold-drawn seamless - used in the hydraulic cylinder of the Heavy Machinery, Cranes, Excavator,..
• ASTM A519 4130 Honed Seamless Steel Tube For Hydraulic Cylinder - cold-drawn seamless - used in the hydraulic cylinder of the Heavy Machinery, Cranes, Excavator,..
• ASTM A519 1045 Honed Seamless Steel Tube For Hydraulic Cylinder - cold-drawn seamless - used in the hydraulic cylinder of the Heavy Machinery, Cranes, Excavator,..
• ASTM A519 1035 Honed Seamless Steel Tube For Hydraulic Cylinder - cold-drawn seamless - Straightness: 0.5mm/1m max for tubes below 3m, 0.8mm/1m max for tubes between 3 to 6m, 1.2mm/1m for tubes above 6m
• ASTM A519 1020 Honed Seamless Steel Tube For Hydraulic Cylinder - cold-drawn seamless - Straightness: 0.5mm/1m max for tubes below 3m, 0.8mm/1m max for tubes between 3 to 6m, 1.2mm/1m for tubes above 6m
• DIN 2391-1 St52 Honed Seamless Steel Tube For Hydraulic Cylinder - cold-drawn seamless - used in the hydraulic cylinder of the Heavy Machinery, Cranes, Excavator,..
• DIN 2391-1 St45 Honed Seamless Steel Tube For Hydraulic Cylinder - cold-drawn seamless - used in the hydraulic cylinder of the Heavy Machinery, Cranes, Excavator,..
• DIN 2391-1 St35 Honed Seamless Steel Tube For Hydraulic Cylinder - cold-drawn seamless - used in the hydraulic cylinder of the Heavy Machinery, Cranes, Excavator,..
• EN 10305-1 42CrMo4 Honed Seamless Steel Tube For Hydraulic Cylinder - Standard:EN 10305-1, EN 10305-4 - cold-drawn seamless
• EN 10305-1 25CrMo4 Honed Seamless Steel Tube For Hydraulic Cylinder - Standard:EN 10305-1, EN 10305-4 - cold-drawn seamless
• EN 10305-1 C45E Honed Seamless Steel Tube For Hydraulic Cylinder - Standard:EN 10305-1, EN 10305-4 - cold-drawn seamless
• EN 10305-1 C35E Honed Seamless Steel Tube For Hydraulic Cylinder - Standard:EN 10305-1, EN 10305-4 - cold-drawn seamless
• EN 10305-1 E355 Honed Seamless Steel Tube For Hydraulic Cylinder - Standard:EN 10305-1, EN 10305-4 - cold-drawn seamless
• EN 10305-1 E255 Honed Seamless Steel Tube For Hydraulic Cylinder - Standard:EN 10305-1, EN 10305-4 - cold-drawn seamless
• EN 10305-1 E235 Honed Seamless Steel Tube For Hydraulic Cylinder - Standard:EN 10305-1, EN 10305-4 - cold-drawn seamless
• EN 10305-1 E215 Honed Seamless Steel Tube For Hydraulic Cylinder - Standard:EN 10305-1, EN 10305-4 - cold-drawn seamless
• ASTM A519 Hydraulic Cylinder Tube - Materials: 1020, 1026, 1035, 1045, 4130, 4140 - cold-drawn seamless