Gundrilling is a deep hole drilling process that uses a long, thin cutting tool to produce holes in metal at high depth-to-diameter ratios. Gun drilling is effective in diameters from 1 – 50. A gundrill tool differs from a conventional twist drill by its unique head geometry; a standard gundrill has a single effective cutting edge that removes chips as it advances into a metal workpiece.
The gundrilling process is able to drill deep holes beyond what is possible with conventional machinery and tooling such as twist drills, by using high pressure coolant for clean chip exhaust, even at extreme depths.
Gun drilling was initially developed for the manufacture of gun barrels, where both straightness and barrel durability were essential to properly functioning barrels. The gundrilling process and tooling have been refined for maximum performance and use on modern, dedicated machinery. Firearms continue to be a common application for gundrilling. Other industries include diesel fuel components, medical tooling, plastic injection molds, and more.
Gun drilling can be done, with limited performance, on common CNC machines. Holes with a depth-to-diameter ratio of 25:1 or greater generally require dedicated equipment to achieve the highest productivity and process reliability, and can reach extreme ratios of 400:1 or greater.
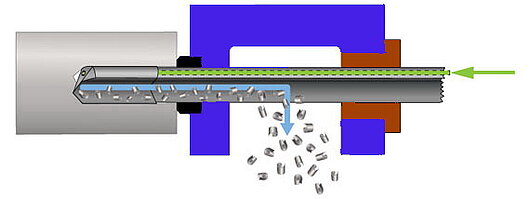
The gun drilling process is ideal for smaller hole diameters, up to 50 mm. The gun drilling process differs from BTA drilling due to coolant entry and chip removal; gundrills introduce coolant internally through a small hole within the tool, and chips are removed by coolant through a groove outside the length of the tool. BTA drilling machines introduce coolant externally, through an assembly around the tool, while chips are evacuated through the drill itself.

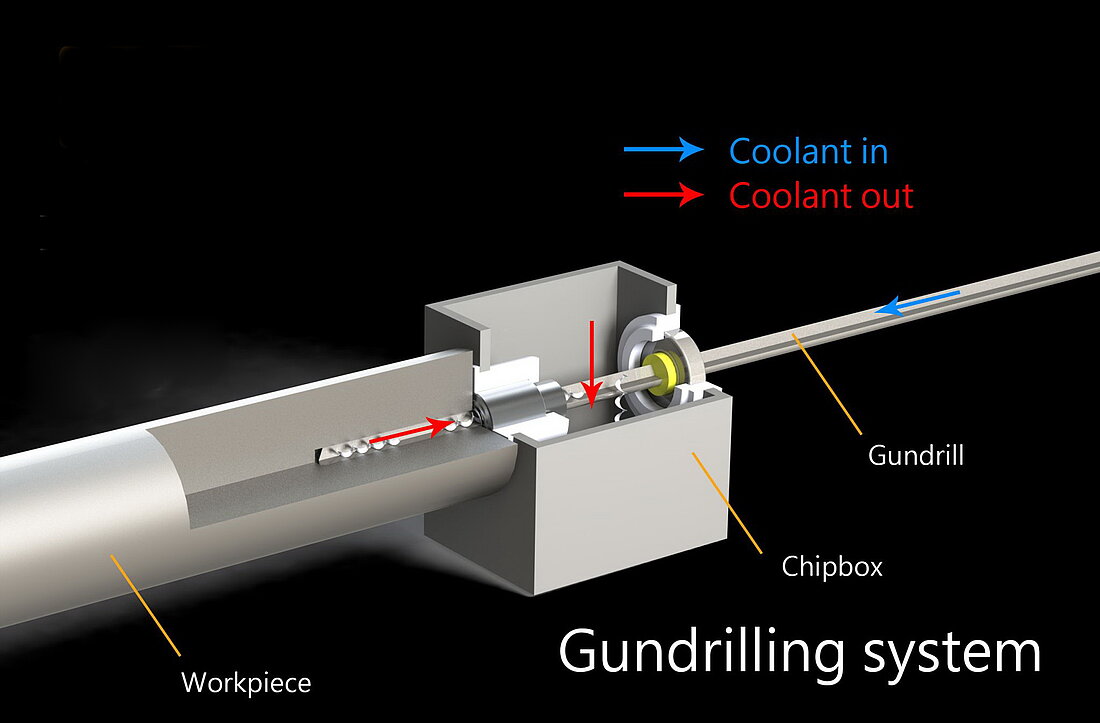
Gun drilling process is used to produce deep and straight holes. This process is very specialised as compared to the conventional twist drilling process. The standard gun drill tool geometry has a single effective cutting edge. Unlike the twist drill the gun drill cuts through the metal eccentrically and once inside the component the tool self-pilots itself. The hole is further burnished due to the guide pads which finally results in a precise round hole with maintained straightness. The Coolant enters the tool through the coolant through hole and the chips are gushed out through the V shaped profile on the gun drill. Gun Drilling is effective from ф1 to ф30, but if you wish to go higher, BTA drilling becomes more effective than gun drilling.
Gundrilling, one of the basic and frequently performed material removal processes in the automotive, die and mold, and turbine industries, is becoming increasingly more complex, demanding, and experiences an unprecedented growth. Inspite of significant increase in the demand for economically producing holes and forprocess reliability, gundrilling and gundrill manufacture are still considered an esotericart, and there still exists a lackof knowledge on the exact relationships between the point geometry, the grinding process parameters, and the process mechanics, resulting inmany methods for drill production and, consequently, in wide variations in process performance.
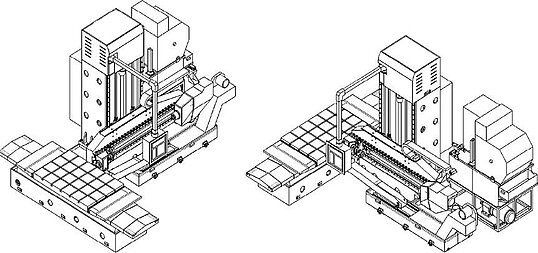
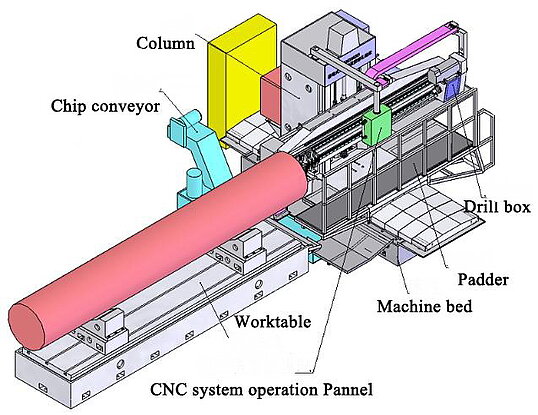
These high precision deep hole Gun drilling machines have been specially developed and improved in recent years. All essential castings are made of high grade of cast iron that is stress relieved through annealing to eliminate internal stress. With the greatest stiffness and stability of the castings, these machines are suitable for precision deep hole working.
These deep hole Gun-drill machines are offered with twofull-year limited warranty .
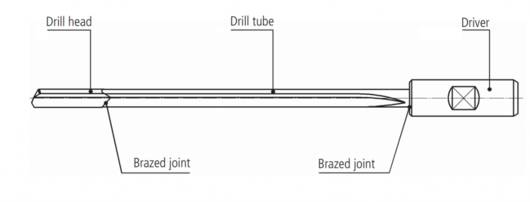
Gun drilling is the oldest and most widely used method of deep hole drilling employed by industry today. The drill or "gun drill" is generally a one-piece assembly consisting of a hollow cylindrical drill driver. Also, it is brazed to a V-shaped crimped tube and finally assembled to a brazed-on solid carbide drill head. Both the crimped drill shank and the brazed-on carbide drill head from a kidney-shaped cross-section. Whereby the open V-shaped section acts as a chip flute.

In all cases, gun drills require filtered, the high-pressure coolant that is introduced through the center of the crimped gun drill shank. Then the drill is directed to a coolant orifice in the carbide drill head. The high-pressure coolant provides lubrication for the drill head. Also, this assures that all of the chips produced by the drill head are exhausted through the V-shaped chip flute of the gun drill shank. Gun drilling is better known as an internal coolant supply / external chip exhaust method of drilling.
Gun drills are generally used on single purpose gun drilling machines as well as on a variety of machining. They have turning centers that are equipped with sufficient high-pressure coolant and filtrations systems. With this system of drilling, one can expect to drill to depths in excess of 100 x dia.
Gundrills are known for generating long, straight, close tolerance holes with exceptional surface finish at a high penetration rate. A gundrill diverges from a regular twist drill by its distinctive head geometry. A standard gundrill has a single effective cutting edge that removes chips as it advances into the workpiece. The gundrilling process can drill deep holes past what is possible with conventional machinery and tooling like twist drills, by utilizing high pressure coolant for clean chip removal, even at extreme depths.
These deep hole drilling tools hold location to accurate tolerances, generate burr-free holes, and are sized to precise specifications. They can also be formed, with Additionally, this operation creates accurate, repeatable holes with outstanding surface finishes, which eliminates the need for one or more secondary or finishing operations.
Solid carbide gundrills offer high performance, process reliability and longer tool life in many applications due to the reduced torsional vibration and higher rigidity.
Indexable carbide gundrills also offer many benefits, such as the increased tool life due to full coating, indexable design and edge treatment. This design reduces downtime with the quick replacement of worn parts, and versatility for use on machining centers, deep hole machines and lathes.
Gundrills are available in both single-flute and two-flute configurations. Two-flute gundrills are usually the best choice for drilling aluminium or cast iron, as these can be run at twice the penetration rate of single flutes. In the single flute gundrilling process, the coolant is fed through the coolant hole in the tool and exits along with the chips in the V-shaped groove (flute) on the drill tube from the drilled hole.
• High cutting performance;
• Minimum centreline deviation;
• Outstanding drilling quality (surface, drilling tolerance);
• High process reliability through trouble-free chip removal;
• Suitable for minimum quantity lubrication (MQL).
Deep hole gun drilling machines Available in single spindle and multi spindle (2 to 6 spindles)


Soon available
Soon available